Hi @pathare,
What an excellent request. Unfortunately, a little bit of intuition is required to get good quality prints, but once you develop it you will get a perfect prime in seconds.
There are two key parameters that dictate your trace quality: your flow rate and your print height.
##Flow Rate
This is the amount of ink that flows out of the nozzle when printing. Too much ink will lead to shorts and potentially a broken nozzle. Not enough ink will lead to open circuits.
The flow rate is determined by the position of the plunger inside the syringe. Every time you click the + or - buttons you adjust this parameter by making small rotations to the gears.
Print Height
This is the gap between the substrate and the tip of the nozzle. The software takes the probing data into account and makes micro adjustments as it moves across the bed to maintain a constant height. The default height is 0.1 mm for the silver ink and solder paste.
The following videos illustrate common problems during printing.
Printing too high or flow rate too low.
Symptoms
The ink does not adhere to the substrate. It balls up on the tip of the nozzle and gets periodically deposited on the substrate in clumps.
Solution
Ensure your height is set to 0.100mm and increase the flow rate. If this behaviour persists then the nozzle might be clogged or the ink might be too cold. Wait until the ink reaches room temperature and try rotating the gear by hand to purge some ink and get good flow.
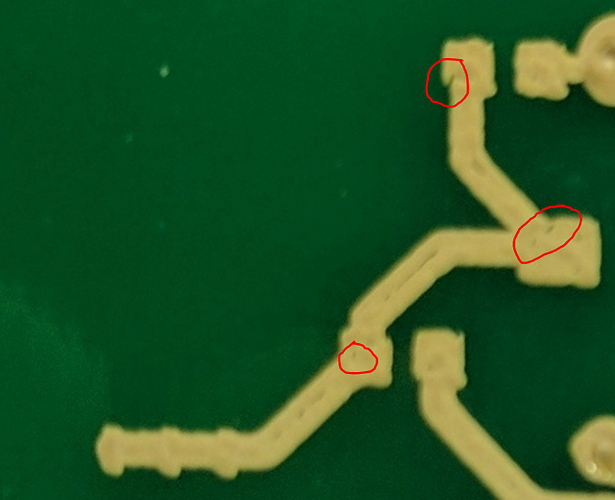
Printing high
Symptoms
A little bit subtle but if you look closely, the ink adheres to the substrate but the trace shape doesn’t quite match the motion of the nozzle. The traces will also be very narrow and tall.
Solution
It’s possible you have some dried ink on the limit switches that are throwing the calibration off. Make sure to clean the limit switches. You may want to force the printer to re-calibrate the height.
Printing too low
This is dangerous territory and a broken nozzle is usually imminent.
Symptoms
If you are printing too low the ink will be getting smooshed by the nozzle, and the traces will be as wide or wider than the nozzle. You will also start to see the substrate through the the traces.
Solution
Assuming a height of 0.100mm, you should stop the print and force the system to recalibrate the height. If you release the motors (Alt + R) when the machine is stopped, it will re-calibrate the next time it starts printing.
If this problem persists then you might have a damaged probe.
Air Bubble
Symptoms
A small gap is seen in a trace during printing, but the nozzle never raises or stops.
Solution
When you install a brand new nozzle, air bubbles typically escape during your first print. If you encounter one of these, you may re-print the problematic area by selecting it in the print preview.
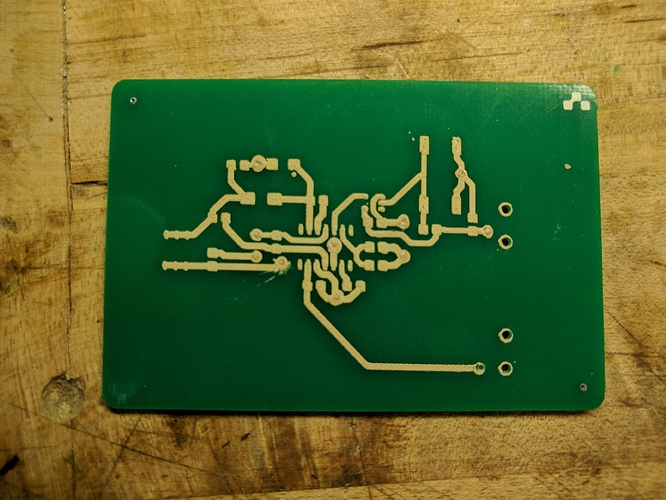
Perfect Prime
Like Goldilocks and the three bears - This is what you are after. The traces are well defined and track the nozzle well.
Print height and flow rate are tied together. If you increase the print height you need to increase the flow rate and vice versa.
During a print I recommend keeping your height constant and only make adjustments to your flow rate. If you need smaller increments in flow rate then clicking the Advanced link will allow you to select your adjustment size.
Hopefully this post helps get some intuition. I’m happy to provide more examples.