I have a Form 2 SLA printer from FormLabs and I’ve recently been experimenting with ways to print PCBs using the FormLabs High Temp resin (heat deflection @ 289 C). These PCBs can be printed in any shape, with holes for through-hole parts, vias, etc.
There are a few challenges to the process. First, the dimensional accuracy of the PCB. Since the features on PCBs are very precisely placed for an Aligned Print on the Voltera, any variation in the dimensions over the length of the SLA print will make it impossible to later align the PCB for conductive ink printing on the Voltera.
Second, the PCB must be perfectly flat, and SLA as a print technology is weakest when printing long, thin, flat sections (which unfortunately is a good description of a PCB blank); warping typically happens during the post-print “cure” phase where the part acquires its final strength, etc. The complication is that methods for achieving accuracy like printing directly on the SLA build plate are also those that lead to the most warping of flat, thin parts. In the method below I choose to rotate the PCB on one axis slightly; this seems to yield accurate parts but doesn’t completely eliminate warping. If you print a thin PCB directly on the build plate you’ll need some way of controlling the warping, and dealing with small < 0.6mm holes which may be filled in slightly on the side facing the build plate.
Finally, though the HDT of High Temp is 289 C, flat thin parts will bend slightly under their own weight, so curing with the ink facing down isn’t possible. Also, High Temp resin was initially intended for injection molding processes, so it is very hard and thus very brittle; handling thin pieces requires great care (you can see from my photo that a moment of inattention broke off a corner).
After many trials and errors, I have found a process that can produce a working part. It’s fairly labor intensive and requires careful handling. I’m still in the process of working out how to reduce final warping of the SLA part.
- Export Excellon holes file for your PCB
- Import the Excellon into FlatCam (a free, very capable app used for engraving/milling PCBs)
- Use FlatCam to export the Excellon holes into an SVG file
- Import the SVG into OpenSCAD (using a recent stable release)
- Write a bit of OpenSCAD code to linear_extrude the imported SVG holes and difference() them with a cube() the size and thickness of the PCB you want to print; I recommend no thicker than 1.5mm and no thinner than 1mm (very, very fragile).
- Render the resulting PCB and export as an STL
- Import the STL into PreForm (FormLabs’ slider for the Form 2)
- Rotate the PCB STL in PreForm at 10 degrees on the long axis of your PCB (X or Y) and then generate supports (if you make the support base maximum thickness at 3mm you use more resin but reduce warping during cure).
- Print the PCB using FormLabs HighTemp resin
- Wash and cure the PCB (with supports still attached! very important)
- Remove supports from the PCB very carefully to prevent breaking the PCB
- Sand down the side where the supports attached (very carefully!)
- Place the slightly-warped PCB directly on the Voltera heating plate and then place another PCB blank on top and then a small weight (e.g., 50 grams) on the blank
- Open the Voltera software and select Heat -> Bake -> Next -> Start to start an hour baking cycle that should reduce/eliminate the warp; repeat if necessary or sand down any remaining warp at the edges. The High Temp resin has no off-gassing at the 240 C (that I could detect, anyway) so there should not be any fumes, etc.
- During the process of Printing, put a very thin piece of tape/Kapton in the center during the Calibration print; conductive ink is difficult to remove from High Temp resin without disturbing the PCB on the heating plate
- After you print your circuit on the High Temp PCB, bake the PCB with the ink side up; at 1.5mm thin the resin conducts heat well enough to bake the ink this way. Again, the resin will not create any fumes during baking.
Note: If you use a resin other than High Temp, it may melt or warp badly, but it also may produce fumes that are unsafe, etc. so have an exhaust hood available.
Is this worth doing? If you want a custom shape PCB, it might be easier to use a CAM to mill it to shape ahead of time. It’s theoretically possible to print indents or designs in the PCB, possibly even slots for small parts for easier placement; but at the moment the Voltera leveling behavior will cause the probe to dislodge and throw an error if it gets caught in any lower sections of the PCB, so it’s not possible.
If you can figure out a way (using longer thumb screws?) to secure the part, you might be able to print a PCB on a thick substrate (appears that the Voltera vertical travel is at least 2 cm above the heating plate?) or other object, so that you have your PCB printed directly on a more complex part, something otherwise unachievable. Printing a thicker PCB (5mm thick or greater) should greatly reduce post-cure warping, but I haven’t tested this.
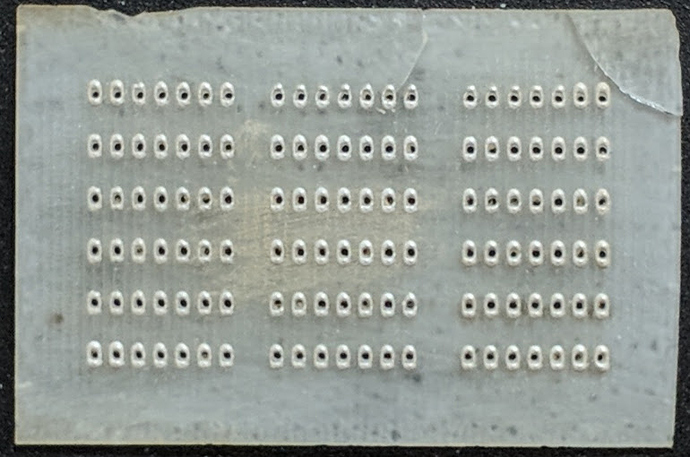
Attached is a photo of a High Temp resin version of the Hand Soldering Practice PCB from Voltera. The fractures are a result of my clumsiness dealing with the very brittle material at 1.5mm. The patch of conductive ink in the middle is from the Voltera calibration (I learned later to place tape before running calibration).