Overall after my first week I’m getting really good results, but I have some small suggestions 
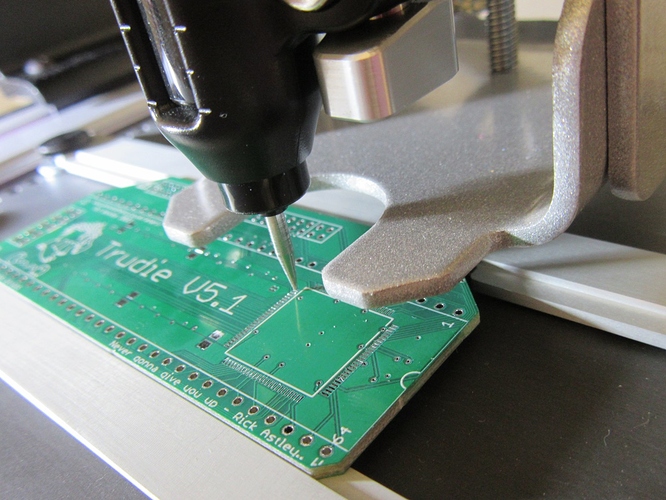
I think the “C” shape metal working should be removed… why ? Basically when dealing with very small pads, I have to use a small magnifier to make sure the probe is exactly in the right place, however that “C” shape around the nozzle really gets in the way… If it wasn’t for me likely invalidating my warranty, I am really tempted just hacksaw these off…
I also think there should be variations on the probe such as a square tip… the problem I see with the round-tip, it is very difficult to actually get it in the centre of small pads… If the probe was square, it would actually give a flat edge to look towards square pads…
I think it would also be good if it had profiles in the software for paste settings… Example when I am printing TQFN pads, is better to have a slower profile ( at least as I have found so far). Faster profiles could be used which really need less accuracy on larger pads.
The PCB clamps, I think it would have been better if the edges of the recess parts were actually square and not rounded like they are now… As it basically results in the corner of the PCB pushing up to a round corner on the clamps. I think the thumbscrews would be easier to handle if they were fractionally larger diameter as well.
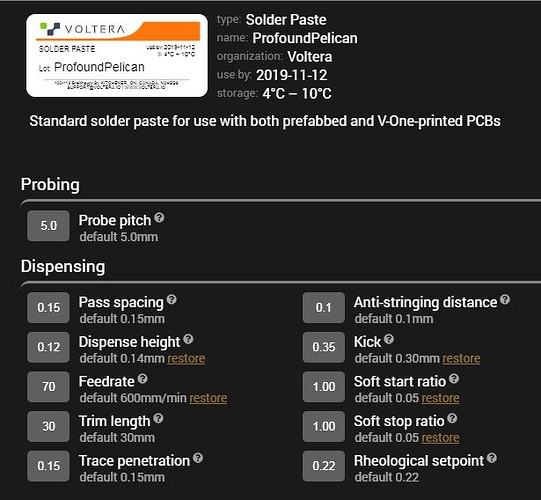
I’m still getting the hang of all the settings aswell, but the print speed seems to be dependent mostly on the “kick” setting…The problem with this is the paste starts using out of the nozzle before it gets onto the PCB which creates a initial blobby mess… So I am assuming the kick setting happens at the home position, I think it may be better to have the kick setting applied just before it actually prints on the PCB itself…
My current settings are this…
I’m not really sure what the “soft start ratio” is doing ? reading it literally, I understand that it should increase the flow of paste while actually printing the line ? In any case, the best results are the settings above, but 1.00 is right on the upper maximum allowed in the software… May be useful to increase that limit if possible…