Hey @mharris,
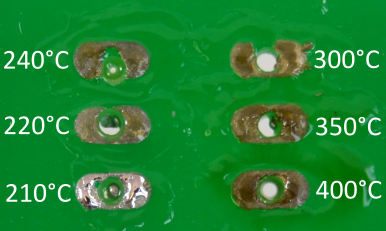
There are a ton of solder alloys out there to choose from, but only a few will work with the conductive ink. Soldering to silver is complicated by silver scavenging, wherein a component of the alloy (usually tin) will cause the silver to rapidly dissolve into melted solder - this leads to the dark colour you saw with the C511, or when the soldering iron temperature is too high (see below).
Using an alloy that contains silver will reduce the solubility of the silver on the substrate, but will also typically increase the melting temperature of the alloy, which in turn speeds up scavenging. Getting the right balance is critical to getting a good joint.
Our testing showed the following solders were able to make a usable joint (in order of solderability):
1) Bi57Sn42Ag1.0/Bi57.6Sn42Ag0.4:
These alloys both perform equally well, and are what we supply for reflow soldering. They have a low melting temperature (~140C), good wetting, and are also lead-free (which is uncommon for low-temperature solders). If we could, we would also recommend this alloy for solder wire, but unfortunately there is no way to make a flux-cored bismuth solder wire - only solid wire is available, and even these are quite uncommon.
2) Sn62Pb36Ag2, AKA Sn62:
This is the alloy we provide in the solder wire, and performs best after the above bismuth alloys . It has a low melting temperature and contains silver, both of which slow down the rate of silver scavenging. The downside here is that it is leaded.
3) In90Ag10:
Unless you work in a cryogenics lab, you likely won't have indium-based solders lying around. The solderability of this alloy is decent, and the joint strength isn't quite as bad as most indium solders thanks to the high silver content. However, it's a pretty big pain to get a hold of, and you'll be paying an arm and a leg - indium and silver aren't cheap.
4) Sn96.5Ag3Cu0.5 AKA SAC305:
This is a pretty common lead-free solder alloy and is widely available - the Loctite C511 you used was likely SAC305, as are the Kester solders you linked to. This alloy will wet the ink (better than the rest of the SAC family of solders), but it takes some practice, due to the higher melting temperature of the alloy. You need to carefully control your soldering iron temperature, work quickly, and use a lot of flux. Rework is also quite difficult.
If you're wondering about flux, we found that activated (RA) and mildly-activated (RMA) rosin fluxes performed best, but any flux is better than no flux. We also found that there is little difference in solder joint quality between brands that we tested - for example, AIM Sn62 performed on par with Kester Sn62, so if you find a brand that works for you, it's worth a shot.
Hopefully that answers your questions!