@TSS_Bill @cborn
So I am doing a bit better.
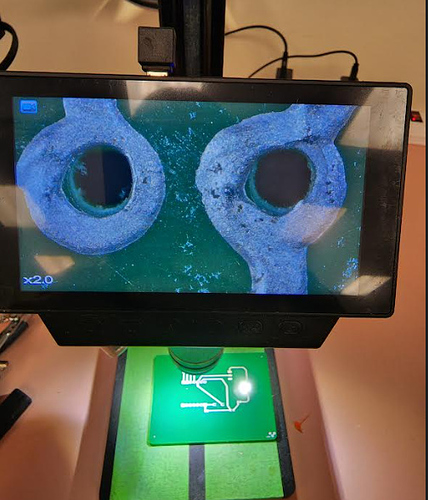
When wetting the conductive ink pads I can use a super low temperature and as mentioned above no flux is needed. The iron just has to be hot enough to melt the solder. When wetting the through hole pins I used flux and a much higher solder temperature to get the solder to stick to the pin. The following image I forgot to reduce the iron temperature and melted a pad when I tried to solder the wetted parts together, but as long as I go back to a super low temperature (just enough to melt the Voltera solder I can re-solder the pin to pad without melting the pad.
A side note here: Is there a way to improve the conductive ink adhesion to the FR1 boards. Does anyone do a pre-wash with a particular solvent?
…
Day later:
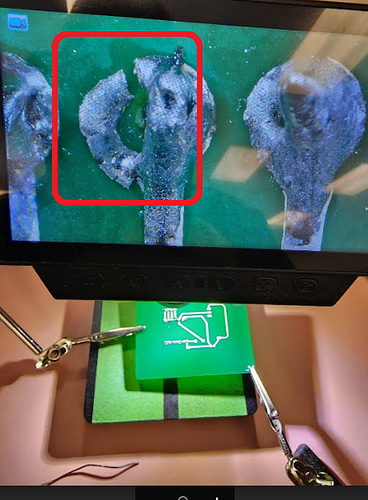
Using a temperature adjustable iron. I am getting the solder to melt at 250 Degrees Celsius. But best soldering at 275 degrees. This is not even hot enough to melt regular solder, but is easier on the conductive ink. Unfortunately at that low temperature everything becomes a heat sing. flux and header pins absorbs too much of the heat. As soon as you crank the temperature to deal with the heat sinks then the conductive ink melts or comes off the board.
What I am having success with is the very low temperature and only a miniature amount of flux. Also pre-wetting headers then soldering at the lowest temperature.
Any suggestions for getting better adhesion to the FR1 boards with the conductive ink? When the ink fails it seems to pull off the board before the ink dissolves. Better adhesion would allow a slightly higher soldering temperature.